Při opravách traktorů, automobilů, zemědělských strojů a zařízení je nezbytné
dodržovat obecně platné zásady pro demontáž a montáž. Zejména všechny platné
bezpečnostní zásady a předpisy. Z novějších předpisů, je to např. právně
závazná směrnice EU 89/391 EEC. Z ní vyplývá např. nutnost používat při
opravářských pracích pracovní kožené rukavice pro mechaniky.
(http://www.srovnanicen.cz/q/Pracovni%20rukavice%20Mechanik/)
Příprava montáže a demontáže
Speciální požadavky, vždy najdeme ve výrobcem dodávané firemní dokumentaci (tj. Návod k obsluze, Dílenská příručka, Katalog náhradních dílů). Platí tedy, že každá demontáž a montáž má probíhat (kromě speciálních požadavků uvedených ve firemní dokumentaci) podle všeobecně platných zásad. Pořádek a čistota jsou základem úspěšné práce.
Zajistíme potřebné vybavení pracoviště nepoškozenou zvedací technikou – revize 1 x ročně (dílenské zvedáky, zvedací přípravky), podpěrami a klíny pro zcela bezpečné, mechanické zajištění zvednutých vozidel a strojů. Dále připravíme potřebné speciální nářadí: stahováky, lisy, montážní a demontážní přípravky, odkládací a úložné prostředky, (regály, kontejnery, mycí koše, úložné skříně, speciální úložná plata např. ze dřeva, plastu, pěnového polystyrenu apod.). Inspiraci pro doplnění vybavení najdete např.: http://www.uni-max.cz/.
Před demontáží neznámého agregátu prostudujeme příslušnou firemní dokumentaci, promyslíme postup práce, a pokud je to jenom trochu možné, tak se poradíme se zkušenějšími pracovníky. Pokud to může přispět např. k usnadnění montáže nebo řešení problémů se zákazníkem apod., je vhodné pracovní postup dokumentovat fotograficky digitálním fotoaparátem nebo pomocí fotoaparátu v mobilním telefonu. Narazíme-li na problém a práce se nám nedaří, nikdy tento problém neřešíme bezhlavě. Vždy se snažíme získat co nejvíce informací. Když se práce opět nedaří, znovu několik minut přemýšlíme, zda nelze použít jiný postup, jiné nářadí, přípravek. Opravář se musí poučit z chyb vlastních a chyb jiných, pamatovat si správné složitější postupy práce.
Základní pravidla pro montáže a demontáže
Používáme jen vhodné, kvalitní, profesionální a nepoškozené nářadí. Co nejvíce používáme klíče nástrčné, uzavřené očkové nebo prstencové - tj. aby se nepoškozovaly hrany hlav šroubů a matic. Dále správné zástrčné klíče tj. bity: IMBUS (šestihran), TORX, XZN, RIBE - viz obr. 3 a popř. speciální klíče. Ploché šroubováky používáme ve správné velikosti a nabroušené. Křížové šroubováky používáme podle tvaru a velikosti křížové drážky šroubu. Typ PH – Philips má hladký jednoduchý křížový tvar drážky hlavy šroubu a hrotu šroubováku. PZD – Pozidrive – na hlavě šroubu i hrotu šroubováku má ještě navíc čtyři hvězdicovité vedlejší výstupky. Bity pořizujeme pouze kvalitní, např. s titannitridovým povrchem („zlatožluté“), z nástrojové antikorozní oceli nebo s diamantovou povrchovou vrstvou [3].
Pro udržení čistoty a pořádku je nutné ukládat každý kus nářadí na určené místo. Nejčastěji používané nářadí odkládáme na nejlépe přístupné, dobře viditelné místo. Na danou práci si přehledně uložíme jen potřebné nářadí na pracovní stůl nebo montážní nářaďový vozík tak, abychom snadno udrželi pořádek. Rovněž máme vždy po ruce, popř. v kapse čistící papírové utěrky nebo hadry. Po skončení práce a nejpozději na konci směny nářadí pečlivě zkontrolujeme, odstraníme závady a uložíme. Opravář, který není pořádný a pečlivý a který často ztrácí čas hledáním nářadí nebo součástí, nemůže být dobrým odborníkem.
Při demontáži pracujeme promyšleně a velmi si všímáme pořadí demontovaných součástí. Vzájemné polohy značíme podle závažnosti důlčíky, ryskou, číselnými nebo písemnými razidly apod. Zaběhané a slícované funkční plochy musí přijít vždy na své původní místo (např. jehly, válečky, pouzdra a pánve kluzných ložisek). Při zpětné montáži válečky, nebo jehly přilepíme řídkým mazacím tukem.
Všechny dutiny, do nichž nám při montážních pracích může cokoliv spadnout (např. otvory do motoru, převodových skříní apod.), pečlivě zakrýváme. Před ukončením montáže pečlivě kontrolujeme (prosvícením a popř. magnetem), zda tam nespadlo cizí těleso. Tam kde to uvedeným způsobem nelze spolehlivě ověřit, je nutné použít vhodnou endoskopovou kameru. (Např.: http://www.conrad.cz/endoskopy). Vždy před ukončením určité etapy práce provedeme důkladnou kontrolu a odstraníme objevené závady (před nasazením víka, před montáží dalšího agregátu, před připojením elektrické instalace, před startem, před funkční zkouškou, před zkušební jízdou).
Rozpojované části elektroinstalace nejdříve zvnějšku očistíme – technickým benzinem, lihem nebo čistícím sprejem apod. Před rozpojením části vzájemně označíme stejnými visačkami, např. jako klíče k zámkům apod. Podobně označíme i rozpojovaná potrubí a hadice. Také můžeme situaci postupně fotografovat apod. Dbáme, aby při mytí a jiné manipulaci nedošlo k znehodnocení označení.
Součásti čistíme ekologickými mycími prostředky v mycích zařízeních. Znečistěné, papírové utěrky a čistící hadry ukládáme na určené místo. Hrubé nečistoty a zbytky tmelů odstraníme škrabkou – vzniklý odpad ukládáme na určené místo k ekologické likvidaci. Elektrické vybavení a instalaci vozidel čistíme technickým benzinem a před tlakovým mytím pečlivě zabalíme všechny spoje a elektrické agregáty např. do polyetylenové folie.
Pryžové díly – (hydrauliky, brzdy, Gufera apod.) čistíme technickým lihem. Valivá ložiska vymýváme nejlépe v petroleji nebo v technickém benzinu. Pokud nemáme jistotu, že jsou nová valivá ložiska správně namazána již od výrobce mazacím (a nikoliv konzervačním) tukem a neznečištěna, musíme je vymýt, zkontrolovat a správně namazat. Chlorované uhlovodíky (např. perchloretylen apod.) nesmíme ze zdravotních důvodů na mytí součástí používat.
Součásti nalisované nebo za tepla nasazované rozebíráme jen pomocí stahováku nebo pod lisem. Styčné plochy, které mají být do sebe zalisovány nebo za tepla nasazeny, vždy namažeme olejem.
Po umytí a osušení
součásti pečlivě třídíme:
a) dále použitelné bez úprav,
b) opravitelné vlastními prostředky,
c) určené k renovaci nebo opravě dodavatelsky
(např. startéry, vstřikovací čerpadla, klikové hřídele apod.),
d) vyřazené tj. již neopravitelné – určené k recyklaci, roztřídíme podle druhu materiálu (železné, neželezné
kovy, plasty).
Hřídelová těsnění –„Gufera“ vždy před montáží řádně prohlédneme. Těsnící břit „Gufera“, který není z teflonu, pečlivě namažeme olejem. Naproti tomu těsnící břit „Gufera“ vyrobeného z teflonu – (označeno PTFE) nemažeme a hřídel odmastíme - propouštěla by olej. Lisujeme je nebo velmi opatrně a kolmo narážíme pomocí přípravku. Všechny součásti, které se ve smontovaném stavu navzájem pohybují, vždy namažeme před montáží obvykle takovou látkou, se kterou budou přicházet do styku za provozu – pokud firemní dokumentace neurčí jinak.
Papírová a pryžová těsnění, pojistné dráty, plechy, závlačky, pojistné podložky vždy měníme za nové. Papírové těsnění před montáží navlhčíme. Těsnění hlavy motoru nikdy nemažeme tmelem. Rovněž těsnění palivových čističů, dopravních čerpadel a karburátoru nikdy nemažeme běžným silikonovým tmelem! Jako náhradu těsnění lze použít jen speciální tmel, např. Curil T. Těsnící plochy převodových a motorových skříní těsněné silikonovým vysokoteplotním tmelem předem pečlivě odmastíme. Rovněž pečlivě odmastíme závity šroubů a matic jištěných pojistným tmelem.
Dotahování šroubových spojů je určeno velikostí závitu a materiálem šroubu a matice. U šroubů a matic utahovaných s citem se používá materiál 5D, 6S. Materiály šroubů a matic 8G, 10K, 12K se používají pro více namáhané spoje, kde používáme k dotahování momentový klíč. Velmi lesklé tj. kadmiované šrouby a matice utahujeme o 30 % nižším utahovacím momentem než je předepsaný. Předepsané utahovací momenty příslušných šroubových spojů jsou uvedeny ve firemní dokumentaci (dílenská příručka - apod.). Rozdíl v utahovacím momentu podle kvality šroubu může být až 4 x větší – viz tabulka dole. Pokud není z technických důvodů (např. jištění tmelem, např. Loctite 2400; http://www.loctite.cz/), zakázáno mazání závitů, mažeme závity před montáží lehce konzervačním olejem tam, kde jsou uvnitř skříní, kde nehrozí koroze. Závity vnějších spojů ohrožených korozí, mažeme mazacím tukem obsahujícím grafit, např. AKG2,G3. Na závitových spojích extrémně ohrožených korozí je nutné obnovit původní ochranný nátěr. Např. závitové spoje podvozkové části vozidel a strojů antikorozním nátěrem (např.“Underbody Bitumen Spray“).
Vždy používáme předepsané podložky (ploché, pérové, vějířové pojistné apod.). Na každé smontované části vždy pečlivě zkontrolujeme dotažení a zajištění šroubových spojů. Závity musí být před montáží čisté a nepoškozené. Pokud musíme poškozené šrouby (matice) vyměnit musí mít stejnou nebo větší pevnost materiálu než původní. Výška matice je pro únosnost závitu rozhodující. Dotahování náročných spojů např. hlavy válců, brzdových třmenů, součástí řízení apod. se řídí předpisy výrobce. U normálního šroubového spoje má závit šroubu přesahovat 1 až 2 závity přes matici (zbytek zkracujeme a zaoblíme hrany závitu).

Obr. 1 Momentový klíč.[2]

Obr. 2
Sada očkoplochých, ráčnových klíčů.[2]
Tab. 1 Maximálně možné utahovací momenty pro uvedené černé a pozinkované šrouby a matice. [1]
|
Materiál ocelových šroubů a matic. |
Matice |
5 |
6 |
8 |
10 |
12 |
|
Šrouby |
5D |
6S |
8G |
10K |
12K |
|
|
Závit Maximální utahovací moment [N.m] |
||||||
|
M 6 |
4,3 |
7,3 |
9,7 |
13,5 |
16,5 |
|
|
M 8 |
10 |
17,5 |
23,5 |
33 |
39,5 |
|
|
M 8 x 1 |
10 |
17,5 |
23 |
32,5 |
39 |
|
|
M 10 |
20,5 |
35,5 |
4705 |
67 |
80,5 |
|
|
M 10 x 1,25 |
20,5 |
35 |
47 |
66 |
79,5 |
|
|
M 12 x 1,5 |
33,5 |
61 |
81 |
114 |
137 |
|
|
M 14 x 1,5 |
56 |
96 |
128 |
180 |
216 |
|
|
M 16 x 1,5 |
87 |
149 |
199 |
281 |
338 |
|
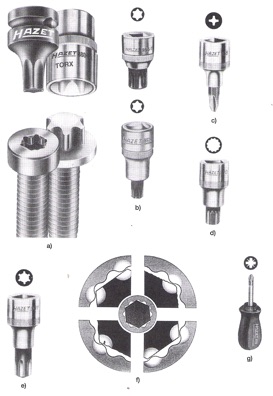
a; b) Profily hlav šroubů a klíčů
TORX – vnější a vnitřní
c) křížový bit a drážka PHILIPS –
PH
d) profil XZN
e) profil RIBE
f) profil DRIVE
g) profil POZIDRIVE –
PZD
Obr. 3 Příklady montážních profilů klíčů, bitů, šroubováků a hlav šroubů. [1]

Obr. 4 Sada speciálních bitů.[2]

Obr. 5 Sada nástrčkových klíčů a bitů.[2]

Obr. 6 Nářaďový vozík.[4]

Obr.7 Detail bitů a hlavic šroubů.
Vlevo PZD, vpravo PH. [3]

Obr. 8 Montážní (odkládací) vozík. [4]

Obr. 9 Pojízdný dílenský zvedák. [6]
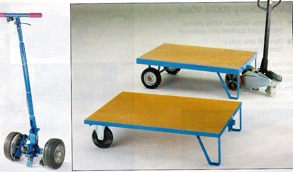
Obr. 10 Pojízdné plošinové montážní vozíky. [4]

Obr. 11 Sada nástrčkových klíčů a bitů. [2]

Obr. 12 Dílenský jeřáb. [4]

Obr. 13 Mycí odmašťovací stůl. [7]

Obr. 14 Dílenská endoskopová kamera. [10]
Kontrolní otázky a úkoly
- Uveďte, kde najdete závazné a platné bezpečnostní předpisy pro dané pracoviště a druh prováděných prací. Kde najdete speciální požadavky pro demontáž a montáž opravovaného vozidla nebo stroje? Jaké ochranné rukavice opravář používá a z jakého důvodu?
- Jaké jsou základní požadavky na zvedací techniku při opravách a zajištění zvednutých vozidel a strojů?
- Popište vhodné odkládací a úložné prostředky pro uložení součásti při demontáži a postup přípravy pracoviště!
- Jak postupujeme před a při demontáži neznámého agregátu nebo stroje?
- Jaké ruční nářadí používáme a jak je udržujeme v bezvadném stavu při profesionálním provádění montážních prací. Vysvětlete na typických příkladech z vaší praxe!
- Popište, jak si připravujeme potřebné nářadí na danou montážní činnost a jakým způsobem udržujeme pořádek na pracovišti při montážních pracích.
- Jak postupujeme při demontáži a montáži, aby nedošlo k záměně při nutnosti dodržení vzájemných poloh demontovaných součástí?
- Popište zabezpečení dutin před vniknutím nežádoucího předmětu a jejich kontrolu před ukončením montáže?
- Popište správný postup před a při rozpojování elektrické instalace!
- Popište na příkladech z praxe zásady správného mytí součástí – včetně likvidace odpadních produktů!
- Jak čistíme pryžové díly a jak valivá ložiska?
- Popište na příkladu z praxe použití stahováku a lisu. Jak připravíme styčné plochy součástí před lisováním?
- Popište správný postup a systém třídění demontovaných součástí a dílů!
- Jaké platí zásady při montáži hřídelových těsnění „Gufero“?
- Popište na typických příkladech z praxe správný postup při zacházení s těsněním a utěsňováním těsnících ploch!
- Popište možnosti použití těsnících a pojistných tmelů!
- Které zajišťovací a těsnící součásti vždy nahrazujeme novými?
- Popište správný postup dotahování šroubových spojů! Kde najdete předepsané utahovací momenty?
- Vysvětlete, co značí označení např. 5D, 6S, 8G, 10K, 12 K. Jak velké mohou být rozdíly v předepsaném utahovacím momentu při stejném průměru šroubu a rozdílném materiálu šroubu?
- Pokud je nutné šroub nebo matici vyměnit, jakou musí mít kvalitu materiálu a jak ji zjistíme? Jak velký má být přesah délky šroubu přes matici a jak jej upravujeme?
- Jak postupujeme a čím se řídíme při dotahování náročných šroubových spojů – hlav válců, brzdových třmenů, součástí řízení apod.?
- Jak se zajišťují šroubové spoje proti samovolnému povolení? Uveďte typické příklady!
Použitá literatura a doporučené zdroje informací
[1] Pošta, J. a kol. (2000): Opravárenství a diagnostika. Informatorium, Praha, 145 str., ISBN: 80-86073-60-2
[2] [online]. [2013-11-06]. Dostupné z: http://www.rucni-naradi.cz/tona-49dilna-sada-1-4-bitu-25-mm
[3] [online]. [2013-11-06]. Dostupné z: http://www.salex-naradi.cz/
[4] [online]. [2013-11-06]. Dostupné z: http://www.kaiserkraft.cz/dilna/c/62860-KK/
[online]. [2013-11-06]. Dostupné z: http://www.kaiserkraft.cz/zvedaci-pristroje/jeraby/dilensky-jerab/p/M9095/
[5] Dílenské příručky fy Zetor (8011,7711,6945,8211 - 16245)
[6] [online]. [2013-11-06]. Dostupné z: http://www.prodexaz.cz/pojizdne-dilenske-zvedaky/
[7] [online]. [2013-11-06]. Dostupné z: http://www.qts.cz/
http://www.qts.cz/
[8] [online]. [2013-11-06]. Dostupné z: http://www.stanleyworks.cz/
[9] [online]. [2013-11-06]. Dostupné z: http://www.oopp.cz/download/rukavice_normy_en.pdf
[10] [online]. [2013-11-06]. Dostupné z:
http://www.conrad.cz/endoskop-dnt-scopeit-sonda--9-mm-delka190-cm.k123074?icc=cross-sell&icn=lastviewed